锂电池的发展方向和应用
一、锂电池的发展方向
随着锂电池在电动汽车、智能手机等市场的应用不断扩大,对锂电池的要求也不段提高。未来锂电池的发展方向主要包括:能量密度的提高、安全性的提高、成本的降低等方面。
1.提高锂电池的能量密度
电池的能量密度指的是:单位体积或单位重量的电池所储存的电能。与液态电池和刀片电池相比,固态电池的能量密度最高。目前,锂电池的能量密度已经达到了较高的水平,但仍有进一步提高的空间,以进一步提高电池的续航能力。

2.提高锂电池的安全性和稳定性
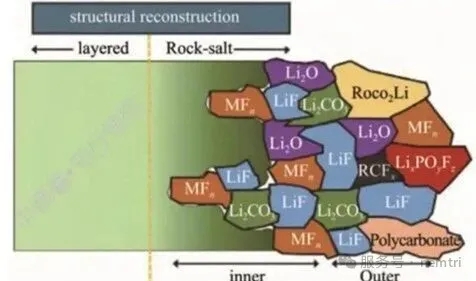
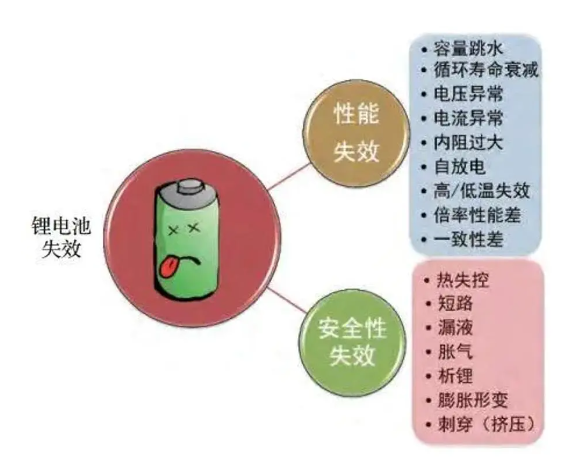
锂电池的安全问题是当出现一些外力撞击或者内部短路以及一些不可控的安全事故时,电池在短时间内会发热,发热后的连环的链式反应是安全的最关键的问题。主要原因如图:
安全问题比较常见的发生于智能手机的充电过程发生爆炸。
固态电池就是一个很好的解决方案。如果采用固态电解质替代可燃的体系,就有可能实现链式反应的阻隔;还可以采用一些水系的溶剂,也可以实现阻隔。
3.提高锂电池的环保性
锂电池虽然不含铅镉汞等重金属污染,但报废的锂电池对环境仍有明显的危害性。锂电池中含有丰富的钴镍铜锰等金属,对废旧锂电池进行集中无害化处理,回收其中的金属材料,才可以保证环境的可持续发展。
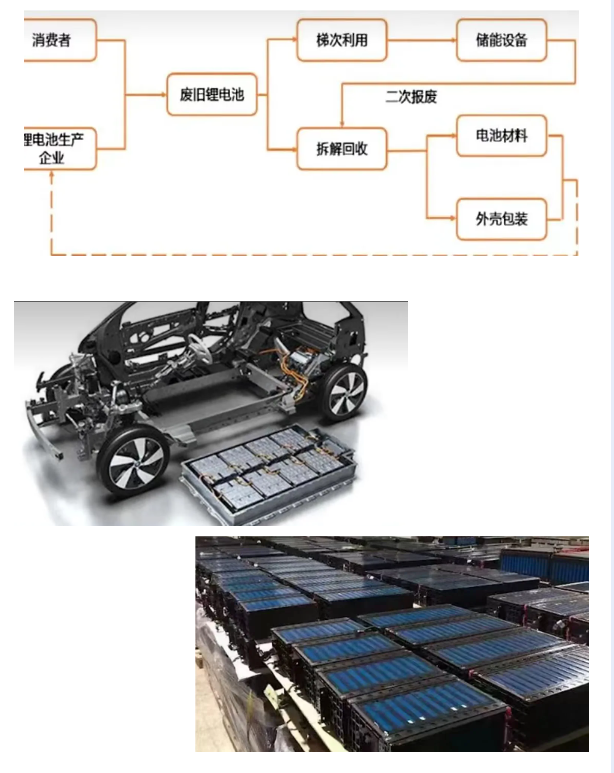
新能源汽车、智能手机等每年会产生大量的老旧电池,而目前我国的电池回收主要是靠电池厂的梯次回收,把电池分解回收其中的锂、钴、镍等较贵的金属。但存在的问题是电池的安全性与稳定性不足,拆解难度高,有效提取率只有20%左右,因此需要提高回收技术,降低成本,解决这一问题。
二、全固态薄膜锂离子
电池的发展应用
针对上述锂离子电池发展所存在的问题来看,全固态薄膜锂离子电池是一个极好的解决方案。全固态薄膜锂离子电池在结构上使用固态电解质层取代了传统锂离子电池原有的电解液和隔膜,由致密的正极、电解质、负极薄膜在衬底上叠加而成,并且在加工制备、电化学特性等方面有着显著的差异。目前全固态薄膜锂离子电池已经应用发展于多个领域:
1.电子信息领域
通过集成制备IC与全固态薄膜锂离子电池(TFB)所构成的系统集合芯片(SoC),在微机电系统和物联网等电子信息领域具有广阔的应用前景。TFB广泛地应用于微型传感器、智能卡、射频卡等多方面。
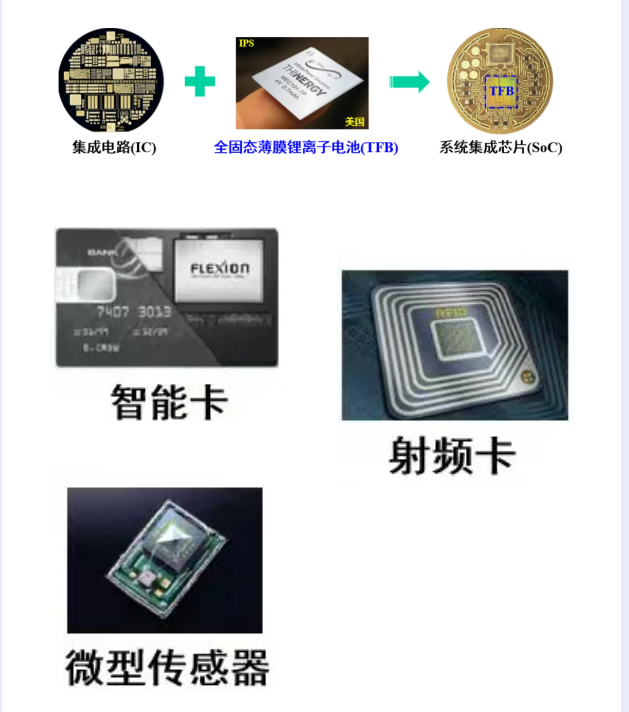
此外,可以通过选用富锂锰基薄膜正极|LiPON|硅基薄膜负极来解决当前存在的工艺不兼容、能量密度大、循环性能差等问题,开发可集成、高比能、长寿命的全固态薄膜锂离子电池。
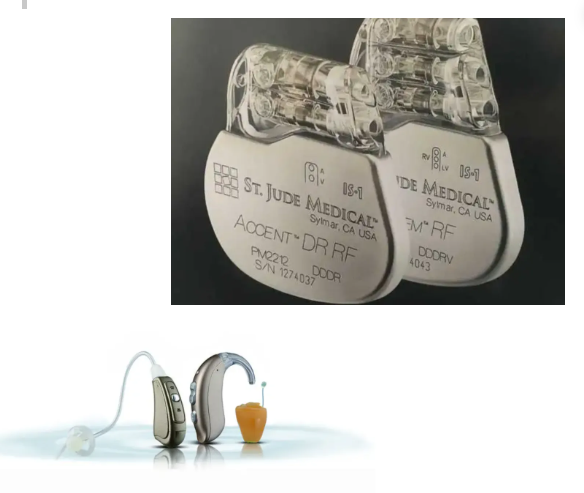
2.医疗领域
全固态薄膜锂离子电池借助微型化的特点,未来可以应用于微型移植医学设备和可穿戴设备,比如心脏起搏器、助听器。相较于柔性液态电解质锂离子电池而言,TFB有更高的安全性、稳定性。
推荐文章
-
 当全球动力电池市场迈入TWh时代,中国电池产业正以强劲的增长态势引领全球能源转型。 中汽协数据显示。2025年,1-10月,我国新能源汽车产销分别达到1301.5万辆和1294.3万辆,国内动力电池累计装车量578.0GWh,同时,新型储能装机规模超过1亿千瓦,已跃居世界第一,中国企业已成为全球清洁能源转型的核心引擎。 产业发展同时也伴随着诸多的产品安全问题,在规模红利逐渐见顶的当下,产业竞争迈入“技术创新深水区”,能量密度提升、安全性能强化、成本有效控制成为制约行业发展的核心瓶颈。 随着工信部推出新国标的实施(2027年6月),对电池品质和安全提到了新高度,可见竞争日趋激烈,如何共同维护健康有序的市场环境,如何创新引领技术进步。全球科研力量正加速集结攻关,科研创新已成为破解电池新能源产业困局的唯一路径,加大研发投入,补齐短板弱项,提升企业核心竞争力。 在这场全球技术竞赛中,一个融合中俄顶尖科研资源的新型研发机构-《浙江中俄工程技术研究院-长兴中俄新能源材料技术研究院》,正以其独具的优势在...
当全球动力电池市场迈入TWh时代,中国电池产业正以强劲的增长态势引领全球能源转型。 中汽协数据显示。2025年,1-10月,我国新能源汽车产销分别达到1301.5万辆和1294.3万辆,国内动力电池累计装车量578.0GWh,同时,新型储能装机规模超过1亿千瓦,已跃居世界第一,中国企业已成为全球清洁能源转型的核心引擎。 产业发展同时也伴随着诸多的产品安全问题,在规模红利逐渐见顶的当下,产业竞争迈入“技术创新深水区”,能量密度提升、安全性能强化、成本有效控制成为制约行业发展的核心瓶颈。 随着工信部推出新国标的实施(2027年6月),对电池品质和安全提到了新高度,可见竞争日趋激烈,如何共同维护健康有序的市场环境,如何创新引领技术进步。全球科研力量正加速集结攻关,科研创新已成为破解电池新能源产业困局的唯一路径,加大研发投入,补齐短板弱项,提升企业核心竞争力。 在这场全球技术竞赛中,一个融合中俄顶尖科研资源的新型研发机构-《浙江中俄工程技术研究院-长兴中俄新能源材料技术研究院》,正以其独具的优势在... -
一、充电: 1、锂离子从正极脱出 充电前,锂离子嵌在正极材料的层状结构里,当电芯接入充电电路,电源对电芯施加外部电压,使正极材料中的锂离子获得能量,正负极之间产生电场,锂离子从正极材料中脱嵌而出,变成自由的锂离子和电子,电子通过外部回路流向负极,锂离子内部出现浓度梯度,使锂离子在活性颗粒中发生扩散(固相扩散过程) 2、锂离子穿过正极界面膜(CEI膜) CEI膜是由正极中的锂离子和电解液发生的副反应产生的化合物组成:首次充电时发生脱出并扩散过渡金属离子从正极溶解到电解液中,并由这些金属离子形成的产物也可以作为CEI膜重新沉淀到正极颗粒表面。CEI膜对正极会起到保护作用,阻碍正极和电解液的进一步反应,提高正极脱锂的稳定性。 CEI膜具有厚度薄、成分复合、生长不均匀、状态不稳定、化学性质特殊的特点。比如,CEI膜经常由磷酸锂(Li3PO4)、聚合物(例如聚丙烯腈)和锂盐(例如锂氟酸盐)组成。磷酸锂是CEI膜的主要框架材料,可以提供锂离子传输的通道,聚合物和锂盐则用于增加膜的电导率和降低界面阻抗。 3、锂离...
-
近日,圣彼得堡国立理工大学(SPbPU)与中国理工院校的合作交流迎来高光时刻。该校师生不仅在2025年遂宁国际锂电池产业大会上展现了深厚的学术实力,更在杭州国际创业大赛中斩获佳绩,为中俄科技创新与人才培养合作注入新动能。 聚焦锂电前沿,共话产业未来 2025年遂宁国际锂电池产业大会在四川遂宁隆重召开。作为全球锂电领域的重要盛会,本次大会吸引了来自中国、俄罗斯、德国、印度、澳大利亚等国的400余名顶尖高校、科研机构及企业代表参会。SPbPU派出以谢尔盖·康德拉季耶夫教授、王庆生院长为首的代表团及中俄新材料与新能源工程研究院(NEMTRI)团队出席,深度参与行业前沿对话。 在“准固态电池前景”专题研讨会上,王院长发表主旨报告,阐述了准固态电池技术的突破方向与产业化路径。他同时介绍了SPbPU与NEMTRI在新材料研发领域的合作进展,引发与会嘉宾广泛关注。值得一提的是,SPbPU多名毕业生及研究生在王庆生教授指导下,依托中国高校...