锂电池安全生产知识大全(第二章)
第二章
危险有害因素辨识
一、锂电池生产安全风险辨识
配料制浆工序
制浆是用专用的溶剂和黏合剂分别与正负极活物质混合,经高速搅均匀后,制成浆状正 混合制浆! 这就星 负极物质的过程。通常情况下,电极都是由活性物质、导电剂、黏结剂和引线组成,有区别的是正负极材料的黏结剂类型不一样,或者负极材料中加入的添加剂不同。制浆工序中存在的危险因素,主要是对黏结剂等原料(如正极材料钴酸锂、导电剂和黏结剂)处理时,如果对烘烤温度、湿度和时间控制不当,就会影响产品的质量,更对锂离子电池的化成工序的安全性能产生影响,是导致后续充电后电池发生爆炸的潜在因素。
此外,在配料过程中,烘干、真空高速分散搅拌,以及危险化学品有机溶剂的使用,如NMP(N-甲基吡咯烷酮)、异丙醇和乙醇等,存在触电、火灾、灼烫及机械伤害等直接危险因素。
涂布烘烤工序
涂膜是将制成的浆料均匀地涂覆于金属箔的表面并烘干,分别制成正负极的极片。其工艺流程一般为放卷、接片、拉片、张力控制、纠编、涂布、干燥、张力控制、自动纠编、收卷等。浆料分别涂在电池的正极与负极,即活性物质在铜箔和铝箔上的涂敷的均匀性对电池质量与安全性能有影响。其潜在危险因素是,如空气的湿度控制不当,会对材料磷酸铁锂粘结效果产生不良影响,或极片涂布烘干后存放时间太长容易脆片等,这都会导致电池质量达不到要求,影响其安全性。
在此工序中,还可能发生的事故类型有火灾、触电和机械伤害等
化成工序
很多火灾爆炸事故都发生在化成工序。所谓化成,是指用专用的电池充放电设备对成品电池进行充放电测试。安全性不好或不合格的电池在化成中容易起火。
化成是锂离子电池生产过程中危险有害因素较为明显的工序,在化成与分容过程中,电池会发热,电解液会受热气化,电池内部会产生压力,若是软包装的电池,便会出现涨气变形等现象,硬包装则会爆炸、燃烧。这个过程发生在电池内部,故不易被发现。
老化房火灾爆炸事故多发频发,且一旦事故发生,难以控制,容易造成巨大的经济损失。这主要是因为老化房多为生产厂家摸索自行建设使用,不能满足电池老化的基本要求,常见事故隐患包括未采用24小时远程或现场监控措施、未安装烟感报警器和温感报警器、未规范设计老化房的耐火等级、面积防火间距、防火门等。

仓库储存

任何产品的合格率都难以完全达到100%。单个的不合格锂离子电池存放过程中自身会发生化学反应,如发生火灾爆炸引发存放的大量电池的连锁反应,因此,锂离子电池的存放仓库,是一个容易生火灾爆炸事故、需要重点关注的危险场所。存放电池的库房,主要是库房的建筑构造、工艺条件、扑救措施等存在隐患,主要表现为
(1)仓库的建筑结构和安全设施等不符合安全要求,未采用防火
隔墙分隔、电气不防爆、防火门的耐火等级达不到国家标准要求;
(2)仓库的面积太大(未分隔为小隔间),存量太多等;
(3)仓库的工艺条件如温度(仓库温度没有保持在20±5℃度范围内,最高不得超过30℃)湿度(相对温度过高或过低,相对湿度高于95%或低于40%)不达标;
(4)仓库管理人员存放电池不规范,电池的正(负)极位置无绝缘保护措施,可能导致正负极短路
(5)仓库未装感烟报警器和感温报警器,或未联接到报警处理中心和安装全角度视频监控系统,未安排专人24h不间断值班。
二、锂电池生产可能导致的安全事故类型
根据深圳市锂电池生产企业的情况总结,锂电池主要涉及的安全生产事故类别包括火灾、爆炸、机械伤害、中毒和窒息、灼烫等。
1
配料与涂布
爆炸:有机溶剂VOC浓度超过爆炸下限,或局部温度超过溶剂着火点,都可能导致有机溶剂与氧气发生剧烈化学反应引起爆炸。
火灾:电解液中的碳酸二甲酯、碳酸甲乙酯均属于可燃性物质,若作业场所通风不良、室温过高电解液挥发、静电接地措施不到位、电解液泄漏、电气火花、作业现场吸烟明火等均有可能引发火灾事故。
2
碾压

机械伤害:在辊压过程中,若辊轴内旋处未设置遮挡装置、未配备急停按钮或急停按钮失效、设备明显处未张贴安全警示标志、违章作业等均有可能因卷入、缴入等引起机械伤害事故。。
3
装配

在装配过程中容易发生机械伤害事故。
(1)在开料过程中,如果在切片机刀口处未设置安全防护装置,未采用托料架将电极片送入切片机,未采用双手操作开关操作、违章作业等均有可能引起机械伤害。
(2)在缠绕碟片作业过程中,若绕片机旋转绕片装置设计为锐角、绕片机与电机的传动使用链条或轴传动方式等均有可能对作业人员手部造成伤害。
(3)冲压成型过程中,若未采用活动下模实现本质安全,采用固定模冲压成型未采用双手开关、未在模具工作区域外设置安全防护装置、未采用光栅联锁保护装置等均可能造成手部受伤的机械伤害事故。
(4)封口作业过程中,软包装锂离子电池采用热压成型,采用固
定模冲压成型未采用双手开关、未在模导工作区域外设置安全防护装置、未采用光栅联锁保护装置等均可能造成手部受伤的机械伤害事故。
4
灼烫
软包装锂离子电池的封口是通过热压成型实现封口,若未采取隔离措施或劳动防护用品不到位等均有可能对作业人员造成灼烫伤害
5
注液
火灾:在注液作业过程中,若在注液设备中未安装可燃气体浓度报
警装置、采用未设有惰性气体保护的密闭注液的设备、未安装电解液泄漏回收装置、注液设备既没有设置气体保护装置又没有安装安全抽风装置、注液设备没有防静电接地保护设施、注液设备未设有计量装置导致电池内过量充装电解液作业 火花的铁制工具等均有可能引起火灾事故。
中毒:例如电解液中的六氟磷酸锂进入体内会损害健康,多次接触可产生累积的毒性效应,其分解产物含有高毒物质氟化氢,若主要设备无法实现密闭作业,室温过高导致六氟磷酸锂分解,作业场所通风不良,对使用的化学品性质不了解或没有正确穿戴劳动防护用品,发生火警时未能迅速向注液设备充入惰性气体目关闭电解液容器阀门并将电解液容器移动到安全地带等均有可能引发中毒事故。

6
化成(老化)与分容
火灾爆炸:若化成柜与分容柜未能设计成方格型,每一格内放置的电池数量过多,电池发生燃烧时未能及时处理,事故电池发生爆炸影响到其他电池而产生连锁反应,未安装烟感报警器,未安装自动惰性气体灭火装置,未安装排风装置,未能制作事故电池处理柜,未能加强管理,存在“三违行为”均有可能引起火灾爆炸事故。
中毒窒息如果未能将化成与分容时电池泄露的可燃气体排出,作业现场无人不间断值班巡查,发现险情未能及时处理,未能够安全、正确、及时处理发生事故的电池,作业人员在处理事故电池时未能做好个体防护,未佩戴能过滤氟化物的防毒面具等均有可能引起中毒窒息事故。
7
贮存
火灾爆炸:
(1)储存电解液仓库未设有温度控制措施,入库前未仔细检查容器的密封状态,有泄漏未能及时处理,未做好巡检,仓库贮存量过大,库未配有足够的灭火器材,泄漏处理工具,报警装置、个体防护装备(自助式呼吸器、防毒面置等)等,未制定泄漏现场外置方案,禁忌物存等均有可能引起火灾爆炸事故。
(2)成品锂离子电池贮存的仓库的温度未能保持在摄氏20±5℃度,温度超过30℃、仓库未设有良好的抽(排)风系统、仓库无湿度控制措施,长时间处于极端湿度下、未进行定期巡查等均有可能造成火灾爆炸事故,未制定锂离子电池火灾、爆炸事故专项应急预案,未配备应急处置物资等均有可能造成火灾爆炸扩大事故

3)半成品锂离子电池的贮存是电池制造企业安全管理工作的重中之重,如果未能做到如下要求,则容易发生火灾爆炸事故。
a.严格控制贮存量,半成品锂离子电池不可使
用产品电池的外包装材料。
b仓库温度应保持在摄氏20±5℃度,最高不得超过30℃。
c要有良好的抽(排)风系统。
d仓库应有湿度控制,应避免长时间处于极端湿度(相对湿度高于95%或低于40%)下。
e每块电池的正(负)极位置应有绝缘保护措施,应实现一块电池一个包装。
f贮存电池的货架应用不燃材料分隔成小空间,避免因一块电池短路放电发热、燃烧而造成其他电池受热,导致事故扩大。
q每一小隔间应有一个烟感报警器和温感报警器,并联接到报警处理中心。在小隔间内安装气体自动灭火装置。
h加强仓库管理,安排专人负责检查半成品电池存放情况,发现险情及时处理。仓库贮存的电池发生冒烟、燃烧,可以使用金属事故电池处理柜进行处理。
i作业人员在处理事故电池时应做好个体防护,应佩戴能过滤氟化物的防毒面具或自助式空气呼吸器。
f企业应在仓库安装全角度视频监控系统,并安排人员值班,保证24小时不间断,以便及时发现险情迅速处理,未将事故消灭在初始阶段均有可能引起火灾爆炸扩大事故
❖
(1)如果未能及时处理泄漏电解液,仓库通风不良,作业现场无人不间断值班巡查,发现险情未能及时处理,作业人员在处理泄漏时未能做好个体防护,未佩戴能过滤氟化物的防毒面具,使用过滤式防毒面具时应做好个体防护 未能使用能滤除含氟物质的滤芯,内未采用温(湿)度控制措施等均可能引起中毒息事故。
(2)如果未能将储存电池燃烧产生的有毒气体及时排出,发现险情未能及时处理,未能够安全,正确、及时处理发生事故的电池,作业人员在处理事故电池时未能做好个体防护,未佩戴能过滤氟化物的防毒面具等均有可能引起中毒窒息事故。
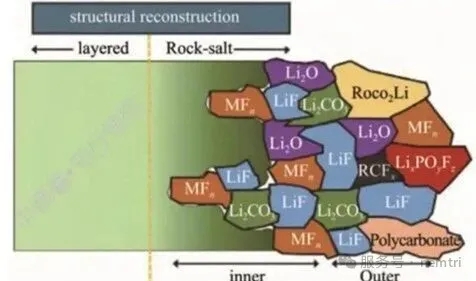
三、锂电池工艺危险性分析
电解液的溶剂
❖
锂电池的电解液(电解质盐LiPF6)溶剂主要组成是碳酸烷基酯,如碳酸二甲酯(DMC),碳酸二乙酯(DEC),碳酸甲乙酯(EMC)等,都是沸点很低的可燃液体,遇火易燃烧。
六氟磷酸锂(LiPF6)有腐蚀作用,不可燃性,加热情况下和酸类物质进行反应会产生氟化氢,氟化氢具有腐蚀性。氟化氢和金属反应会产生爆炸性的气体。
外部短路
外部短路可能由操作不当,或误使用造成。由于外部短路,电池放电电流很大,会使电芯发热,高温会使电芯内部的隔膜收缩或完全破坏,造成内部短路,致使爆炸。外部短路可能的工位:
(1)上电芯未对好,造成正负极接触;
(2)电芯在周转过程中打火;
(3)正负极短路;
(4)保护线路板失效。
内部短路
由于内部产生短路现象,电芯大电流放电,产生大量的热,烧坏隔膜,而造成更大的短路现象,这样电芯就会产生高温,使电解液分解成气体,造成内部压力过大,当电芯的外壳无法承受这个压力时,电芯就会爆炸。
内部短路的工位:
(1)正负裁大片毛刺;(2)正负极分小片掉料:(3)正负极分小片毛刺;(4)负极铆焊未拍平,有毛刺;(5)卷绕不齐;
(6)隔膜纸有砂眼;(7)压扁时压力太大;(8)组装短路电芯未检出:(9)组装微短路电芯下流:(10)激光焊短路电芯未检出;(11)烘烤时温度太高烘坏隔膜;(12)上部胶位置不对;(13)高温胶纸包住负极耳;
(14)贴底部胶未完全包住底部。

电解液分解(水分含量过高)
在多种情况下,锂电池的电解液会产生气体,如电解液在循环充放电的过程中,不断与电极互相作用可能产生并分解放出。
电解液中带有水分等杂质时,水分进入电池后,会与支持电解质 LiPF6发生反应,生成氢氟酸(HF)。HF为强酸,会溶解正极活性物质和集电体,在充放电时,使这些物质在对极以金属枝晶的形态析出。
电解质盐LiPF6在高温下可能分解放出气体等,这种气体在电池内部会形成压力,积累太多可能导致电池变形、泄漏甚至爆炸。
负极容量不足
当正极部位对面的负极部位容量不足,或是根本没有容量时,充电时所产生的锂就无法插入负极石墨的间层结构中,会析在负极的表面,形成突起状“枝晶”,而下一次充电时,这个突起部分更容易造成锂的析出,经过几十至上百次的循环充放电后,“枝晶”会长大,最后会刺穿隔膜纸,使内部产生短路。
外壳破坏
液锂电池通常用钢壳或铝壳封装锂离子电池,通常情况下没有问题,外壳也比较坚固。但在某些情况下,如充电设备或保护电路出现故障产生讨充电,电池内部隔膜被刺穿,导致电池内部温度讯谏上升,压力也急剧增加,这时可能出现安全阀失灵或来不及动作,就会发生具有破坏力的爆炸。对干铝塑复合膜包装的电池,如果包装膜被刺破割破,可能发生电解液的泄漏。

过充电(或过放电)
锂离子电池在某些情况下,如外部电路故障或未使用保护时,则可能因为各种原因产生气体:
(1)正极被过度放电而释放O2,同时电极材料转变成不能再充电的形态,容量会明显下降。
(2)电解液分解,这是产生气体的主要原因。可能产生的气体有二氧化碳、一氧化碳、甲烷、乙烷、乙烯等。
(3)其他原因。如温度高时电解液汽化本身的蒸汽,添加剂产生的副反应等。
电芯过充电时,正极的锂过度放出会使正极的结构发生变化,而放出的锂过多也容易无法插入负极中,易造成负极表面析锂,而且,当电压达到45V以上时,电解液会分解,产生大量的气体,上面种种均可能造成爆炸。过充可能的工位:
a预充时电流设置过大; b预充柜个别点电流过大; c.电芯容量不足;d检测时电流设置过大; e检测时个别点电压偏大。

电解液的毒性
锂离子电池中最常用的电解质盐为六氟磷酸锂LiPF6,它的电导率比较好,在有机溶剂中的溶解度高,耐氧化性好,是目前最重要的锂离子电解液电解质盐。但是它具有毒性,与水会反应产生有害的氢氟酸等,对环境和人的伤害性很大。
其他事故
(1)注液不通风引起中毒,泄漏引起燃爆事故:
(2)化成、老化时燃爆;
(3)使用乙醇和丙酮擦洗容器,引起燃爆;
(4)锂电池生产、储存中的自燃爆炸事故较常见;
(5)锂电池生产过程中,若不精细操作会留下安全隐患;
推荐文章
-
 当全球动力电池市场迈入TWh时代,中国电池产业正以强劲的增长态势引领全球能源转型。 中汽协数据显示。2025年,1-10月,我国新能源汽车产销分别达到1301.5万辆和1294.3万辆,国内动力电池累计装车量578.0GWh,同时,新型储能装机规模超过1亿千瓦,已跃居世界第一,中国企业已成为全球清洁能源转型的核心引擎。 产业发展同时也伴随着诸多的产品安全问题,在规模红利逐渐见顶的当下,产业竞争迈入“技术创新深水区”,能量密度提升、安全性能强化、成本有效控制成为制约行业发展的核心瓶颈。 随着工信部推出新国标的实施(2027年6月),对电池品质和安全提到了新高度,可见竞争日趋激烈,如何共同维护健康有序的市场环境,如何创新引领技术进步。全球科研力量正加速集结攻关,科研创新已成为破解电池新能源产业困局的唯一路径,加大研发投入,补齐短板弱项,提升企业核心竞争力。 在这场全球技术竞赛中,一个融合中俄顶尖科研资源的新型研发机构-《浙江中俄工程技术研究院-长兴中俄新能源材料技术研究院》,正以其独具的优势在...
当全球动力电池市场迈入TWh时代,中国电池产业正以强劲的增长态势引领全球能源转型。 中汽协数据显示。2025年,1-10月,我国新能源汽车产销分别达到1301.5万辆和1294.3万辆,国内动力电池累计装车量578.0GWh,同时,新型储能装机规模超过1亿千瓦,已跃居世界第一,中国企业已成为全球清洁能源转型的核心引擎。 产业发展同时也伴随着诸多的产品安全问题,在规模红利逐渐见顶的当下,产业竞争迈入“技术创新深水区”,能量密度提升、安全性能强化、成本有效控制成为制约行业发展的核心瓶颈。 随着工信部推出新国标的实施(2027年6月),对电池品质和安全提到了新高度,可见竞争日趋激烈,如何共同维护健康有序的市场环境,如何创新引领技术进步。全球科研力量正加速集结攻关,科研创新已成为破解电池新能源产业困局的唯一路径,加大研发投入,补齐短板弱项,提升企业核心竞争力。 在这场全球技术竞赛中,一个融合中俄顶尖科研资源的新型研发机构-《浙江中俄工程技术研究院-长兴中俄新能源材料技术研究院》,正以其独具的优势在... -
一、充电: 1、锂离子从正极脱出 充电前,锂离子嵌在正极材料的层状结构里,当电芯接入充电电路,电源对电芯施加外部电压,使正极材料中的锂离子获得能量,正负极之间产生电场,锂离子从正极材料中脱嵌而出,变成自由的锂离子和电子,电子通过外部回路流向负极,锂离子内部出现浓度梯度,使锂离子在活性颗粒中发生扩散(固相扩散过程) 2、锂离子穿过正极界面膜(CEI膜) CEI膜是由正极中的锂离子和电解液发生的副反应产生的化合物组成:首次充电时发生脱出并扩散过渡金属离子从正极溶解到电解液中,并由这些金属离子形成的产物也可以作为CEI膜重新沉淀到正极颗粒表面。CEI膜对正极会起到保护作用,阻碍正极和电解液的进一步反应,提高正极脱锂的稳定性。 CEI膜具有厚度薄、成分复合、生长不均匀、状态不稳定、化学性质特殊的特点。比如,CEI膜经常由磷酸锂(Li3PO4)、聚合物(例如聚丙烯腈)和锂盐(例如锂氟酸盐)组成。磷酸锂是CEI膜的主要框架材料,可以提供锂离子传输的通道,聚合物和锂盐则用于增加膜的电导率和降低界面阻抗。 3、锂离...
-
在新能源浪潮奔涌的2025年,9月18 - 20日,“锂向新质 智胜未来”为主题的2025遂宁国际锂电产业大会盛大启幕,遂宁一时间成为全球锂电产业聚焦的中心。中俄研究院院长王庆生随一众专家出席此次盛会,为行业发展注入新思想,探索国际合作新机遇。 大会开幕式上,来自政府、行业协会、科研院校以及企业的各方代表齐聚一堂,共同见证了遂宁锂电产业发展的重要时刻。一批重大合作项目集中签约,总投资达158亿元,涵盖锂电及关联产业项目6个,这无疑为遂宁锂电产业的高质量发展按下了“加速键”。同时,大会发布的《全球锂电产业链地图白皮书(2025年)》以及《全球锂电新能源产业知识产权现状及发展趋势分析报告》,更是为行业发展绘制了清晰的蓝图,指明了方向。 王庆生院长在“固态电池行业发展现状与未来趋势”分论坛上的发言振聋发聩。他指出,当前固态电池发展虽势头正猛,但行业内对技术的宣传需保持冷静,谨防脱离工程实际的夸大造势。这一观点犹如一针&ldqu...